
















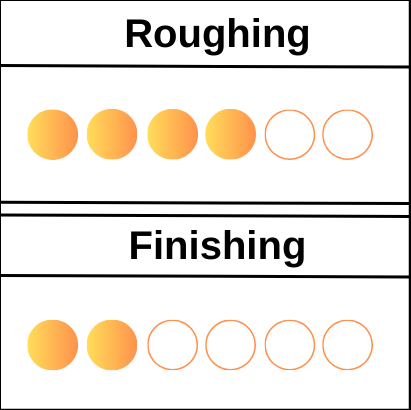
Κονδύλια καρβιδίου με 5 πτερύγια High Feed με επικάλυψη CemeCon Hyperlox, με διπλό ράδιο στο πρόσωπο, non center cutting, ελίκωση 30°.
Μήκος κοπτικού 1D και ωφέλιμο μήκος 4D με εσωτερική ψύξη και ειδική γεωμετρία και ελίκωση για την σωστή αφαίρεση και απεμπλοκή του γρεζιού που απαιτείται σε κατεργασίες με μεγάλα βάθη, με στέλεχος κυλινδρικό (HA).
Ιδανικά για κατεργασίες σε βαθιά λούκια
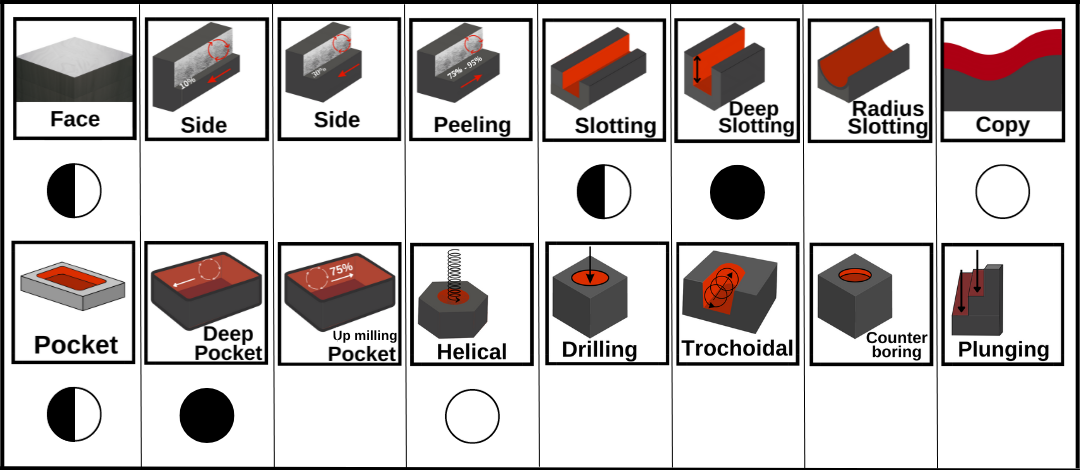
Για τις εξής κατεργασίες με στρατηγική High Feed:
slotting ap(max)=0,075xD
face milling ae(max)=1xD
ramping – helical (max) ramping angle 5° (συνίσταται 1,5-3,5°)
όχι κατάλληλο για βύθιση (κάρφωμα 90°) στο z
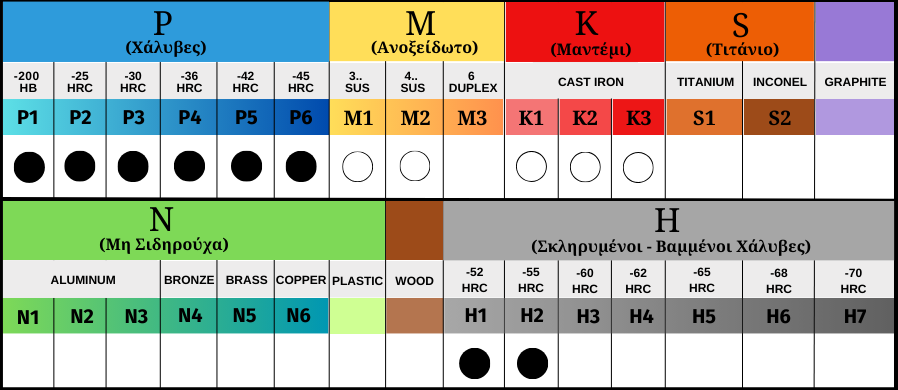
Για υλικά: P–M–H (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -55HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς) 6 (super duplex), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, τιτάνιο), για κατεργασία είτε με αέρα, είτε με σαπουνέλαιο είτε με ψεκασμό MQL (συνιστάται σε μαλακά υλικά, ανοξείδωτο και μη σιδηρούχα η χρήση σαπουνέλαιου), του εργοστασίου UniCut Τσεχίας της σειράς F8570 (High Feed για μεγάλα βάθη 4xD για ae=100%xD).
Συμβουλές:
Σε μαλακά υλικά, ανοξείδωτο, τιτάνιο και αλουμίνιο συνιστάται η χρήση σαπουνέλαιου.
Αρχικά ξεκινήστε με κοπτικές ταχύτητες μία ή και δύο κλίμακες κάτω για να τεστάρετε τη συμπεριφορά και τον ήχο του εργαλείου. Έπειτα ανεβάστε τες στο 100%.
Το κονδύλι μπορεί να ‘τρέξει’ πιο γρήγορα, αλλά αυτό θα μειώσει τη διάρκεια ζωής του.
Αποφύγετε τη βύθιση (κάρφωμα στο z).
Δώστε εξαιρετική προσοχή στη σωστή εκκένωση του γρεζιού.
Διαθέσιμες διαστάσεις: Φ6 – Φ12
Κατηγορίες υλικών: STAHL (P1/P2/P3), RAMAX (P4), IMPAX (P4), STAVAX (P5/M), CORRAX (P5/M), SVERKER (P6), ORVAR (P6), ARMOX (H7), HARDOX (H7), 1,2311 (P4), 1,2085 (P6), 1,2344 (P6), 1,2379 (P6), ανοξείδωτα 304/316(L) (M8/M9).
Ενδεικτικές κοπτικές ταχύτητες για κονδύλι Φ12 σε υλικό C(K)45: RPM=3185 στροφές/min, πρόωση Vf=4300mm/min.
ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ:
High Feed.
Z-constant contouring.
Για λούκια, ποκέτες και τρύπες μεγαλύτερες κατά 40% της διαμέτρου του εργαλείου (DH>1,4xD).
Ιδανικό για βαθιά λούκια (deep slot milling).
Το R-cam είναι το ράδιο που δηλώνεται στο πρόγραμμα.
Χρήσεις:
Τα κονδύλια Turbo Jet είναι κονδύλια High Feed με τα οποία επιτυγχάνεται ασφαλής κατεργασία σε μεγάλα βάθη έως και 6xD.
Τα κονδύλια εκμεταλλεύονται το πλεονέκτημα της High Feed κοπής στην οποία οι δυνάμεις που ασκούνται είναι με φορά προς την άτρακτο, οπότε ελαχιστοποιούνται τα τρέμουλα. Αποτέλεσμα σταθερή και ασφαλής κατεργασία.
Ο κορμός του εργαλείου είναι ιδιαίτερα στιβαρός λόγω του ότι δεν έχει αποδυναμωθεί από τα αυλάκια που υπάρχουν στον κορμό του κονδυλιού.
Τα αυλάκια δεν υπάρχουν για να μεταφέρουν τα γρέζια. Ο σκοπός τους είναι να εξαλείψουν την οποιαδήποτε πιθανότητα να φρακάρουν τα γρέζια μεταξύ του εργαλείου και του κατεργαζόμενου τοιχώματος.
Όπως όλα τα εργαλεία με μεγάλο κρέμασμα (long overhung), έτσι και στα Turbo Jet ο λυγισμός θα υπάρξει. Οπότε η ποιότητα και η ακρίβεια της επιφάνειας εμπίπτει στα αποτελέσματα του ξεχονδρίσματος.
Για φινίρισμα συνιστάται να χρησιμοποιηθεί κονδύλι φινιρίσματος, όπως τα Double Helix ή τα Super Slim.
Το εργαλείο δεν χρειάζεται επιπλέον βήμα για ramping ή για την αφαίρεση του πυρήνα (αρσενικό) ενός κομματιού.
Διαδικασία αφαίρεσης του αρσενικού:
Το κονδύλι ακολουθεί ένα μονοπάτι υπό κλίση. Σταδιακά η τελευταία επίστρωση που ενώνει το αρσενικό με το κομμάτι αφαιρείται. Το εργαλείο χάρη της ειδικής γεωμετρίας του ανασηκώνει το αρσενικό προστατεύοντας από το να φρακάρει. Το αρσενικό πέφτει μόνο όταν αποκοπεί εντελώς από το κατεργαζόμενο κομμάτι.
Συνιστάται να αφήσετε μερικά χιλιοστά κενό κάτω από το κομμάτι για να πέσει το αρσενικό.
Αυτός είναι ένας εξαιρετικός τρόπος για να αφαιρεθεί το αρσενικό και να μειωθεί το κόστος.