














Κονδύλια καρβιδίου φινιρίσματος πολύπτερα (Φ6-Φ16 με 6 πτερύγια, Φ18-Φ20 με 8 πτερύγια) υψηλής ακρίβειας με επικάλυψη CemeCon Hyperlox, chamfer 45° για την προστασία της γωνιακής ακμής, center cutting με ασύμμετρα πτερύγια και ελίκωση 45°.
Μήκος κοπτικού 3D χωρίς εσωτερική ψύξη, στέλεχος κυλινδρικό (HA)
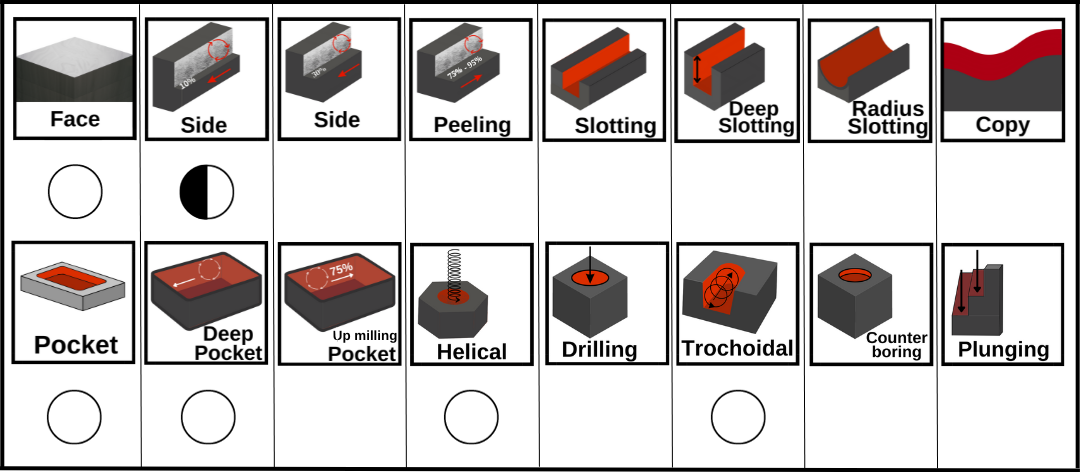
Για τις εξής κατεργασίες και στρατηγικές κοπής:
side milling ap(max)=3xD – ae(max)=10%xD ομόρροπα
face milling
ramping – helical (max) ramping angle 2°
trochoidal milling (RPM +20%)
adaptive milling
όχι κατάλληλο για βύθιση (κάρφωμα 90°) στο z)
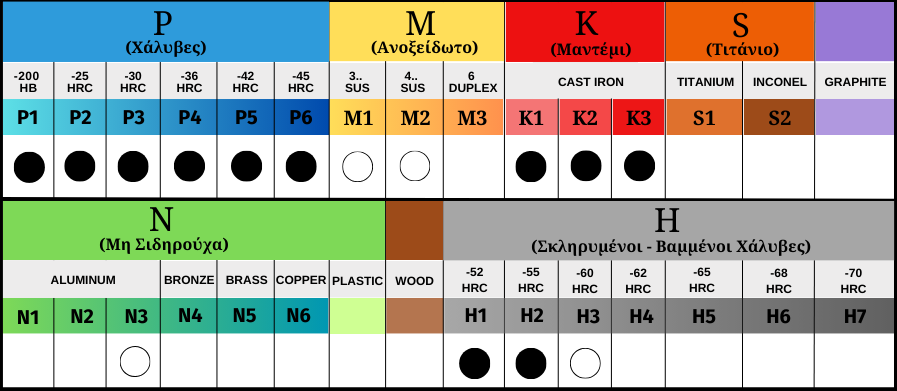
Για όλα τα υλικά: P–M–K–H (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -60HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες), για κατεργασία είτε με αέρα, είτε με σαπουνέλαιο, είτε με ψεκασμό MQL (συνιστάται σε μαλακά υλικά, ανοξείδωτο και μη σιδηρούχα η χρήση σαπουνέλαιου) για φινίρισμα του εργοστασίου UniCut Τσεχίας της σειράς F8460 (πολύπετρα φινιρίσματος 3D).
Συμβουλές:
Σε μαλακά υλικά, ανοξείδωτο, τιτάνιο και αλουμίνιο συνιστάται η χρήση σαπουνέλαιου.
Προσπαθήστε να χρησιμοποιείτε όλο το κοπτικό μήκος του κονδυλιού για να διαμοιράζονται οι δυνάμεις που ασκούνται σε όλο το κοπτικό μήκος του κονδυλιού και όχι μόνο στις άκρες.
ae(max) ομόρροπα 10%xD.
Αρχικά ξεκινήστε με κοπτικές ταχύτητες μία ή και δύο κλίμακες κάτω για να τεστάρετε τη συμπεριφορά και τον ήχο του εργαλείου. Έπειτα ανεβάστε τες στο 100%.
Το κονδύλι μπορεί να ‘τρέξει’ πιο γρήγορα, αλλά αυτό θα μειώσει τη διάρκεια ζωής του.
Αποφύγετε τη βύθιση (κάρφωμα στο z) των κονδυλιών που έχουν χοντρό πυρήνα ακόμα και αν πρόκειται για 0,5mm.
Για την εξάλειψη του λυγισμού και για μέγιστη καθετότητα αφού τελειώσει η διαδικασία φινιρίσματος, ξαναπεράστε το κονδύλι χωρίς φορτίο αντίρροπα, χωρίς επιπλέον stepover και με τις ίδιες κοπτικές ταχύτητες.
Διαθέσιμες διαστάσεις: Φ6 – Φ20
Κατηγορίες υλικών: STAHL (P1/P2/P3), RAMAX (P4), IMPAX (P4), STAVAX (P5/M), CORRAX (P5/M), SVERKER (P6), ORVAR (P6), ARMOX (H7), HARDOX (H7), 1,2311 (P4), 1,2085 (P6), 1,2344 (P6), 1,2379 (P6), ανοξείδωτα 304/316(L) (M8/M9).
Ενδεικτικές κοπτικές ταχύτητες για κονδύλι Φ12 σε υλικό C(K)45: RPM=2865 στροφές/min, πρόωση Vf=5775mm/min.
ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ:
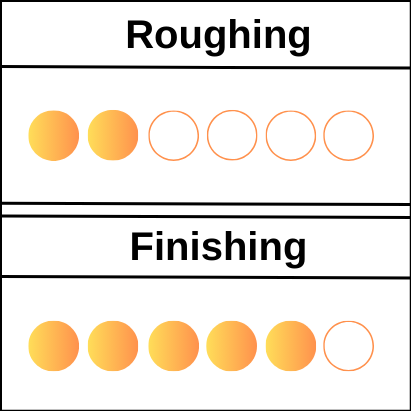
Κονδύλι φινιρίσματος που καλύπτει τα περισσότερα υλικά για επιφάνειες που απαιτούν καθετότητες και minimum Ra.
Όχι κατάλληλο για ξεχόνδρισμα.
Όχι κατάλληλο για slotting.
Τα πολλά πτερύγια και η ειδική ελίκωση εξασφαλίζουν το μέγιστο αποτέλεσμα ακόμα και όταν τα βάθη (ap και ae) είναι μικρά.
Για την επίτευξη της καλύτερης δυνατής επιφάνειας συνίσταται να επαναληφθεί το τελευταίο πέρασμα του εργαλείου χωρίς φορτίο.
Τα κονδύλια φινιρίσματος έχουν ρηχή ελίκωση για να επιτευχθεί η μέγιστη στιβαρότητα του εργαλείου και η μέγιστη ακαμψία του.
Λόγω της ρηχής γεωμετρίας οι κατεργασίες με μεγάλα πλαινά βάθη ae ή slotting δεν είναι εφικτές.