")















Κεφαλές corner radius υψηλής ακρίβειας φινιρίσματος ιδανικές για High Speed Cutting αλλά και συμβατική κοπή,με πλακίδια με ράδιο, της σειράς Mirror Radius (RNM/MRX Type).
Εργαλεία εξαιρετικά υψηλής ακρίβειας, runout μικρότερο από 15μm.
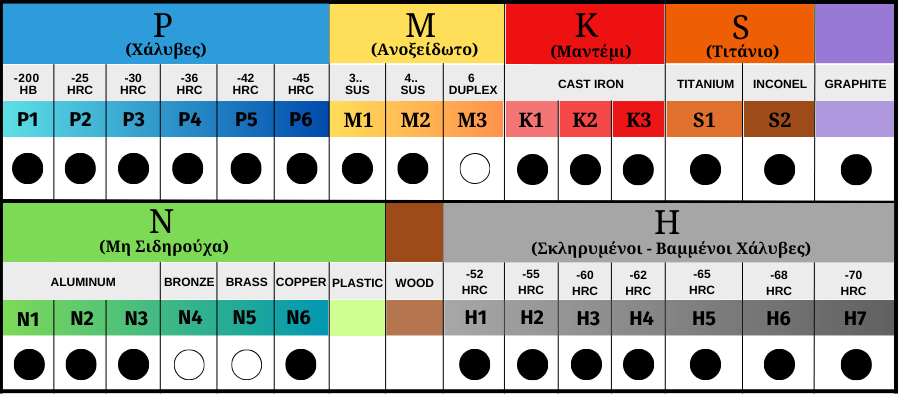
Για υλικά έως 70HRC
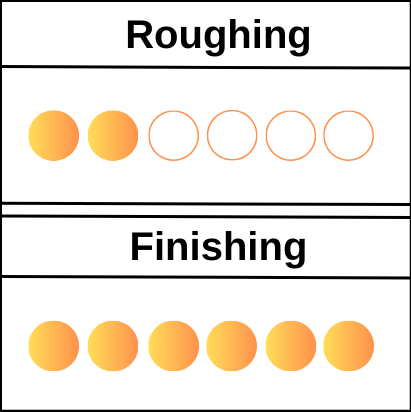
Με εσωτερική ψύξη και πλακίδια με διαφορετικούς τύπους για ελαφρύ ξεχόνδρισμα (High Feed), προφινίρισμα και φινίρισμα.
Τύπος πλακιδίου RNM 100 / 120 / 160 / 200 / 250 / 300 / 320 και ράδια 0.0 / 0.3 / 0.5 / 1.0 / 1.5 / 2.0 / 3.0 και διαστάσεις Φ10 / Φ12 / Φ16 / Φ20 / Φ25 / Φ30 / Φ32
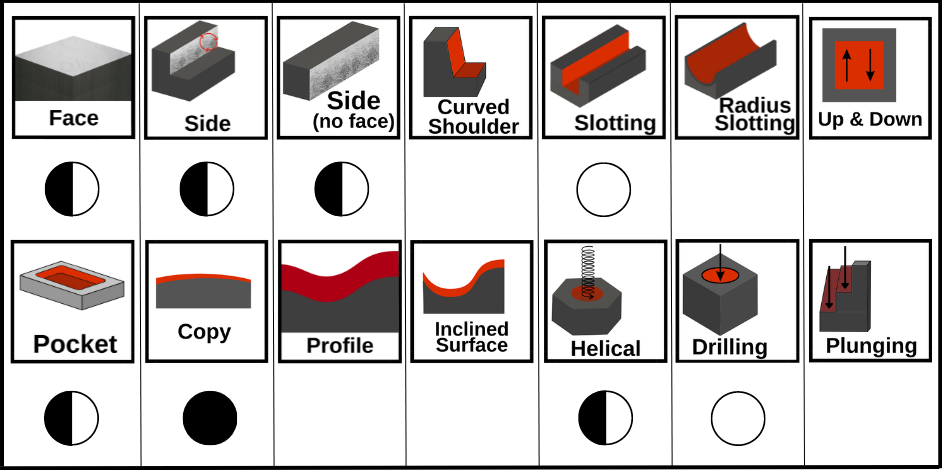
Για όλες τις κατεργασίες:
face milling ap(max)=0,6mm και ae(max)=50%xD
slotting (εφαρμόζουμε το 50% των συνθηκών κοπής)
side milling ae(max)=10%xD
shoulder 90° ap(max)=1,6mm και ae(max)=10%xD
ramping – helical (max) ramping angle ράμπα 3°, (εφαρμόζουμε το 70% των συνθηκών κοπής)
pocketing
όχι κατάλληλο για βύθιση (κάρφωμα 90°) στο z ap(max)=0,2mm (δεν συνιστάται).
Συμβουλές:
Συνιστάται κατεργασία μόνο με αέρα σε όλα τα υλικά.
Εάν υπάρχουν τρέμουλα μειώστε το βάθος κοπής ap ή την πρόωση.
Εάν το κρέμασμα είναι μεγαλύτερο από 3xD, μειώστε τις κοπτικές ταχύτητες κατά 30%.
Για ελαφρύ ξεχόνδρισμα με πλακίδιο HRM, κατεργασία μόνο με αέρα εκτός από ανοξείδωτα που συνιστάται υγρή κοπή.
Μειώστε τις συνθήκες κοπής σε μηχανήματα χημηλής τροφοδοσίας.
Για υλικά 50-55HRC μειώστε το βάθος κοπής ap, τις στροφές και την πρόωση κατά 30%.
Μειώστε την πρόωση για καλύτερη επιφάνεια.
Ράμπα έως 2°30′
Για slotting πάνω από 5xD μειώστε την πρόωση ακόμα περισσότερο.
Μειώστε το βάθος κοπής ap ανάλογα με το ράδιο R αν είναι μικρότερο.
Για όλα τα υλικά: P–M–K–Ν–H–S (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -55HRC, πολύ σκληρυμένους ταχυχάλυβες έως 70HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, τιτάνιο, inconel, μη σιδηρούχα υλικά, αλουμίνιο, χαλκός, ορείχαλκος, μπρούτζος, γραφίτης), για ελαφρύ ξεχόνδρισμα, προφινίρισμα και φινίρισμα υψηλής ακρίβειας του εργοστασίου DIJET Ιαπωνίας της σειράς Mirror Radius RNM/MRX.
Διαθέσιμες διαστάσεις:
Για βιδωτές κεφαλές Φ10 – Φ32
Για κονδύλια καρβιδίου με εναλλασσόμενα πλακίδια Φ6 – Φ32
Κατηγορίες υλικών: STAHL (carbon steel), RAMAX 1.2085 (mold steel), IMPAX 1.2311 (mold steel), STAVAX 1.2083 (stainless mold steel), CORRAX (stainless steel), SVERKER 1.2379 (die steel / hardened die steel), ORVAR 1.2344 (die steel / hardened die steel), ARMOX (hardened steel), HARDOX (hardened steel), ανοξείδωτα 304/316(L) (stainless steel).
Επιλογή τύπου πλακιδίου:
RNM με ανοχή ραδίου 0,010mm, αυστηρά για φινίρισμα κυρίως επιφάνειας αλλά και πλευράς σε συνθήκες High Speed Cutting και συμβατικές,
FRM με ανοχή ραδίου 0,010mm, με ελικοειδή γεωμετρία και ειδικό σχεδιασμό κοπτικής αιχμής που αυξάνει τη διάρκεια ζωής και βελτιώνει την καθετότητα λόγω της μειωνέμης ευκαμψίας του πλακιδίου, για προφινίρισμα και φινίρισμα πλευράς και επιφάνειας,
HRM με ανοχή ραδίου πλακιδίου 0,015mm, με γεωμετρία τύπου High Feed για ελαφρύ ξεχόνδρισμα και προφινίρισμα.
Ποιότητες πλακιδίων:
DH103 πρώτη επιλογή για κοπή High Speed Cutting σε όλα τα υλικά, για απλή κοπή για υλικά από 43-52HRC και μαντέμι,
JC8015 για όλα τα σιδηρούχα υλικά έως 43HRC και ανοξείδωτους χάλυβες, τιτάνιο και inconel,
ΚΤ9 ακάλυπτο για μη σιδηρούχα υλικά, αλουμίνιο και χαλκό,
JC10000 με επικάλυψη διαμαντιού για γραφίτη,
DH102 για πολύ σκληρά υλικά και ταχυχάλυβες από 42-70HRC και μαντέμι.
Ενδεικτικές κοπτικές ταχύτητες σε συνθήκες High Feed με πλακίδιο HRM για βιδωτή κεφαλή Φ10 σε υλικό C(K)45: RPM=6000 στροφές/min, πρόωση Vf=7200mm/min.
ΕΦΑΡΜΟΓΕΣ:
Ιδανικές για High Speed Cutting αλλά και συμβατική κοπή για ελαφρύ ξεχόνδρισμα, προφινίρισμα και φινίρισμα υψηλής ακρίβειας για minimum Ra με πλακίδιο corner radius.