")



















Κεφαλές με εναλλασσόμενα πλακίδια τύπου Ε (ορθογώνια), πολλαπλών εφαρμογών (πολυεργαλείο 3 σε 1) High Feed, πλευρική κατεργασία 90° (shoulder milling), φινίρισμα πλευράς και προσώπου, επιτυγχάνονται όλα με το ίδιο σώμα απλά αλλάζοντας το πλακίδιο της σειράς QM MAX (MQX/PME/QXP Type).
Μοναδική γεωμετρία πλακιδίου επιτυγχάνει χαμηλό φορτίο κοπής έως και 25% λιγότερο από τα συμβατικά εργαλεία ακόμα και σε βάθος ap=1mm.
Με εσωτερική ψύξη, ιδανικές για πλευρική κατεργασία και καθετότητα επιφάνειας.
Πολύπτερη γεωμετρία κεφαλών για ταχεία αφαίρεση υλικού Q.
Συνδυάστε το με επιμήκυνση καρβιδίου τύπου MSN για ακόμα μεγαλύτερη αποδοτικότητα και αυξημένη διάρκεια ζωής λόγω της ελαχιστοποίησης των δονήσεων (τρέμουλο).
Θετικό πλακίδιο (P=11°) μονής όψης ορθογώνιο τύπου EPMT / EPMW / EPHW / ZPMT / YPHW 1003… με 2 κοπτικές αιχμές, διάφορα ράδια και διαστάσεις 10×03.
Για όλα τα υλικά έως 62HRC.
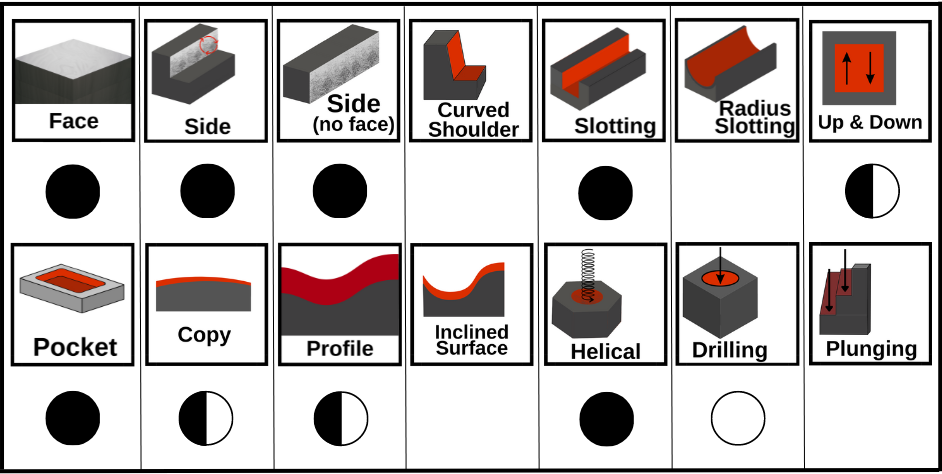
Για όλες τις κατεργασίες:
face milling ap(max)=1mm και ae(max)=75%xD
slotting ap(max)=0,6mm (εφαρμόζουμε το 50% των συνθηκών κοπής)
side milling
shoulder milling 90° ap(max)=6mm
ramping – helical (max) ramping angle 3,5° (εφαρμόζουμε το 70% των συνθηκών κοπής, συνιστάται ομόρροπη κοπή, το συνολικό βάθος στο z ανά κύκλο δεν θα πρέπει να ξεπερνάει το δηλωμένο βάθος κοπής ap)
pocketing
plunging ae=0,1xD (εφαρμόζουμε 20% των συνθηκών κοπής, δεν συνιστάται)
βύθιση (κάρφωμα 90°) στο z ap(max)=0,7mm, εφικτό, αλλά δεν συνιστάται, (εφαρμόζουμε το 50% των συνθηκών κοπής).
Συμβουλές:
Συνιστάται κατεργασία μόνο με αέρα σε όλα τα υλικά εκτός από ανοξείδωτους χάλυβες, αλουμίνιο και τιτάνιο που συνιστάται η χρήση σαπουνέλαιου.
Εάν υπάρχουν τρέμουλα μειώστε το βάθος κοπής ap ή τις στροφές rpm και κρατήστε την πρόωση ανά δόντι fz σταθερή.
Εφόσον το μηχάνημα είναι αδύναμο, ή ανεβάζει φορτίο μειώστε το βάθος ap.
Για εφαρμογές με κονδύλι με εναλλασσόμενα πλακίδια μειώστε 10-20% τις συνθήκες κοπής.
Το ξεχόνδρισμα με πλακίδιο ZPMT 100320ZER-PL είναι εφικτό, αλλά οι κοπτικές ταχύτητες θα πρέπει να μειωθούν 10%-30% συγκριτικά με τις κοπτικές ταχύτητες για τα πλακίδια EPMT/EPMW.
Στο πρόγραμμα δηλώνετε ράδιο (R-cam programming=1,5 για ράδιο πλακιδίου 1,2 και 1,6, για ράδιο πλακιδίου 2,0 R-cam programming=2,0)
Σε κατεργασίες με μεγάλα βάθη διατηρήστε σταθερό φορτίο κοπής και ισχύς.
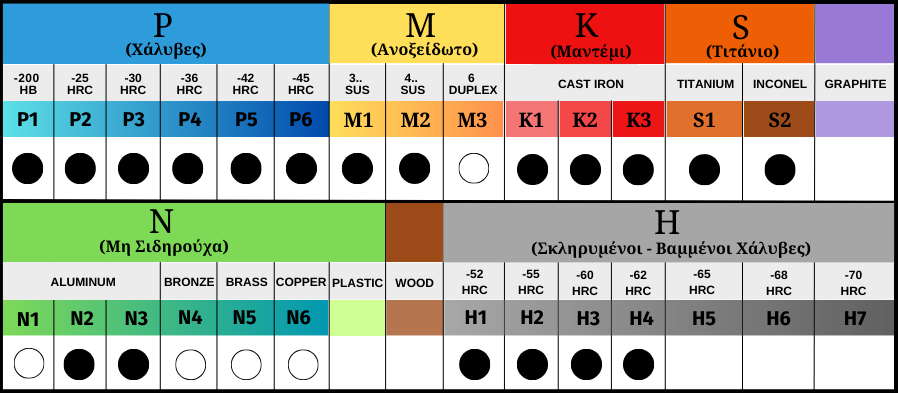
Για όλα τα υλικά: P–M–K–N–H–S (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -62HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, τιτάνιο, inconel, μη σιδηρούχα υλικά, αλουμίνιο, ορείχαλκο, χαλκό και μπρούτζο), για ξεχόνδρισμα High Feed συνιστάται ομόρροπη κοπή, προφινίρισμα και φινίρισμα του εργοστασίου DIJET Ιαπωνίας της σειράς Multi Purpose QM MAX MQX/PME/QXP.
Διαθέσιμες διαστάσεις:
Για βιδωτές κεφαλές Φ16 – Φ42
Για κονδύλια με εναλλασσόμενα πλακίδια Φ16 – Φ25
Για φρεζοκεφαλές Φ40 – Φ66
Κατηγορίες υλικών: STAHL (carbon steel), RAMAX 1.2085 (mold steel), IMPAX 1.2311 (mold steel), STAVAX 1.2083 (stainless mold steel), CORRAX (stainless steel), SVERKER 1.2379 (die steel / hardened die steel), ORVAR 1.2344 (die steel / hardened die steel), ARMOX (hardened steel), HARDOX (hardened steel), ανοξείδωτα 304/316(L) (stainless steel).
Επιλογή κατάλληλου πλακιδίου:
Για High Feed κοπή επιλέξτε τα πλακίδια που αρχίζουν από Ε (EPMW και EPMT),
για πλευρική κατεργασία 90° πλακίδια που ξεκινούν από Ζ (ZPMT) και
για φινίρισμα τα πλακίδια που ξεκινούν από Υ (YPHW)
Επιλογή κατάλληλου γρεζοσπάστη:
Για πλακίδια High Feed
EPMT για ευνοικές συνθήκες κοπής και μικρότερα βάθη ap,
EPMW για μη ευνοικές συνθήκες κοπής,
EPHW για βαμμένα υλικά έως 62HRC.
Για πλευρική κατεργασία (ZPMT),
-NL για μη σιδηρούχα υλικά (αλουμίνιο, χαλκό),
-PL για σιδηρούχα υλικά και ανοξείδωτο και
-SL για τιτάνιο, inconel και ανοξείδωτο.
Για ξεχόνδρισμα στο πλάι επιλέξτε το πλακίδιο ZPMT 100320 με ράδιο R2.0 κατάλληλο επίσης και για επιφανειακό ξεχόνδρισμα με συνθήκες High Feed μειωμένες κατά 30% σε σχέση με τα EPM(T)W πλακίδια.
Για φινίρισμα
Πλευρικό φινίρισμα μπορεί να επιτευχθεί με τα πλακίδια 90° τύπου ZPMT 1003 με ράδιο 04 και 08
Για super φινίρισμα με πλακίδιο YPHW 15 για πλευρικό και επιφανειακό φινίρισμα με συνθήκες High Speed Cutting και για up & down finishing μέγιστη μετατόπιση Pf=1,12mm,
YPHW-F για φινίρισμα με χαμηλότερη πρόωση και για καλύτερα αποτελέσματα εφόσον υπάρχουν τρέμουλα,
YPHW -24 για contour και φινίρισμα με χαμηλές ταχύτητες.
Επιλογή σωστής ποιότητας πλακιδίου:
Για πλακίδια High Feed (EPMT / EPMW),
JC8050 για χάλυβες έως 36HRC και ανοξείδωτο,
JC7560 για πολύ μαλακούς (ανθρακούχους) χάλυβες έως 25HRC και τιτάνιο,
JC8118 για υλικά 36-52 HRC, μαντέμι και inconel,
DH102 για σκληρά υλικά (σκληρυμένους χάλυβες) 52-62HRC,
DS150 για τιτάνιο και
DS118 για inconel.
Για πλευρική 90° κατεργασία (ZPMT),
JC8050 για χάλυβες έως 30HRC και ανοξείδωτο,
JC8118 για χάλυβες 30-52HRC και μαντέμι,
DH102 για σκληρά υλικά 52-62HRC, JC7518 για τιτάνιο και inconel,
FC18 για αλουμίνιο (μη σιδηρούχα υλικά) και
DS118 για inconel.
Για φινίρισμα (YPHW),
JC8015 για πλευρικό φινίρισμα για υλικά έως 52HRC, ανοξείδωτο και μαντέμι,
DH102 για όλα τα υλικά για επιφανειακό φινίρισμα και για υλικά 52-62HRC για πλευρικό φινίρισμα.
Ενδεικτικές κοπτικές ταχύτητες:
για βιδωτή κεφαλή Φ25 σε υλικό C(K)45: RPM=2300 στροφές/min, πρόωση Vf=7700mm/min και
για φρεζοκεφαλή Φ50 RPM=1000στροφές/min και πρόωση Vf=7200mm/min.
ΕΦΑΡΜΟΓΕΣ:
High Feed.
Κατεργασία 90°.
Φινίρισμα.
Ιδανική επιλογή για μηχανήματα ISO40 και ISO50.