Τρυπάνι καρβιδίου 5D χωρίς εσωτερική ψύξη πολλαπλών χρήσεων.
Ανοχή στελέχους h6 και ανοχή λείανσης τρυπανιού h7, με γωνία ακίδας 135° και ελίκωση 30°.
Ανανεωμένο υλικό κατασκευής, σχεδιασμός και επικάλυψη για βελτιωμένες εφαρμογές και αύξηση της απόδοσης.
Πολύ μεγάλη διάρκεια ζωής και απόδοσης ακόμα και σε αυξημένες κοπτικές συνθήκες για μειωμένο χρόνο παραγωγής. Ακόμα και σε σκληρυμένους χάλυβες και ανοξείδωτο παρέχουν υψηλής ποιότητας και απόδοσης κατεργασία.
Έχει υιοθετηθεί ίσια κοπτική αιχμή για να διαμοιράζει εξίσου τις δυνάμεις πίεσης κοπής για ομοιόμορφη κατανομή φθοράς. Λόγω της γεωμετρίας και του σχεδιασμού η εκκένωση του γρεζιού γίνεται άψογα ακόμα και σε συνθήκες υψηλής ταχύτητας και μεγάλης πρόωσης.
Νέα ποιότητα καρβιδίου με ενισχυμένη σκληρότητα βελτιώνει την αντοχή στη φθορά και στη θραύση.
Μοναδική επικάλυψη Revo-D coating AlTiCrXN Nanolayers (αλουμινίου-τιτανίου και αλουμινίου-χρωμίου ξένου-νιτριδίου) εξασφαλίζει υψηλή αντίσταση στην οξείδωση και τη φθορά.
Εξαιρετική ποιότητα επιφάνειας μετά το τρύπημα λόγω της χαμηλής τριβής και της ομαλής εκκένωσης του γρεζιού.
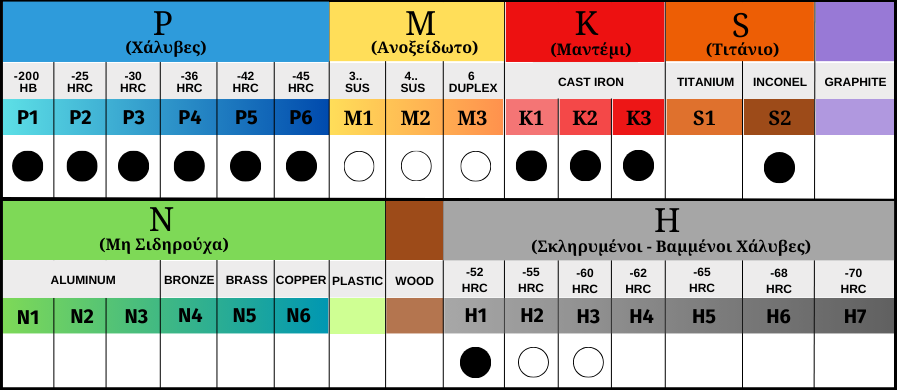
Κατάλληλο για όλα τα υλικά:P–M–K–S–H. Πρώτη επιλογή για χάλυβες κατασκευών, ανθρακούχους χάλυβες, κραματούχους χάλυβες, θερμικά επεξεργασμένους, καλουπιών, προβαμμένους, βαμμένους και σκληρυμένους χάλυβες έως 50HRC, νικέλιο και μαντέμι. Καλή απόδοση επίσης σε βαμμένα υλικά 50-57HRC και ανοξείδωτους χάλυβες. Τρυπάνια καρβιδίου του εργοστασίου NACHIΙαπωνίας της σειράς AquaREVO DRILLS 5D L9862.
Διαθέσιμες διαστάσεις: Φ2-Φ16
Συμβουλές και εφαρμογές:
Προσαρμόστε τις συνθήκες κοπής ανάλογα με τη στιβαρότητα του μηχανήματός σας και τον τρόπο συγκράτησης.
Εάν το μηχάνημα σας δεν έχει επαρκείς στροφές μειώστε τις στροφές RPM και την πρόωση Vf κατα το ίδιο ποσοστό.
Συνιστάται υγρή κοπή με διαλυτό υγρό.
Σε περίπτωση χρήσης διαφορετικού τύπου ψύξης μειώστε τις συνθήκες κοπής κατά 20%.
Για τρύπημα σε ανοξείδωτο με βάθος τρύπας >2xD συνιστάται pecking με 0,5xD.
Σε περίπτωση pecking γυρίστε στην αρχή της τρύπας.
Γενικά για pecking συνιστάται 0,5-1,0xD εξαιρείται το ανοξείδωτο.
Για μικρές διαστάσεις τρυπανιών συνιστάται 0,2-0,5xD.
Σε ξηρή κοπή χρησιμοποιήστε αέρα για ψύξη και για απομάκρυνση των γρεζιών.
Σετάρετε το τρυπάνι έτσι ώστε το run out να είναι κάτω από 0,02mm, σε μικρές διαμέτρους και High Speed Cutting 0,01mm ή λιγότερο, ιδανικά κάτω από 0.005mm.
Μην στοχεύετε το ψυκτικό υγρό απευθείας στο τρυπάνι αλλά κατά μήκος του υλικού κατεργασίας.