")



















Κεφαλές με εναλλασσόμενα πλακίδια τύπου Ε (ορθογώνια), πολλαπλών εφαρμογών (πολυεργαλείο 3 σε 1) High Feed, πλευρική κατεργασία 90° (shoulder milling), φινίρισμα πλευράς και προσώπου, επιτυγχάνονται όλα με το ίδιο σώμα απλά αλλάζοντας το πλακίδιο της σειράς QM MILL (MPM/PME Type).
Με εσωτερική ψύξη, ιδανικές για μικρά μηχανήματα χαμηλής τροφοδοσίας.
Πολύπτερη γεωμετρία κεφαλών και μοναδική γεωμετρία πλακιδίου για ταχεία αφαίρεση υλικού Q και υψηλή αποδοτικότητα. Μέγιστη πρόωση Vfmax=10m/min σε κλασικούς χάλυβες.
Συνδυάστε το με επιμήκυνση καρβιδίου τύπου MSN για ακόμα μεγαλύτερη αποδοτικότητα και αυξημένη διάρκεια ζωής λόγω της ελαχιστοποίησης των δονήσεων (τρέμουλο).
Θετικό πλακίδιο special (O=13°) μονής όψης ορθογώνιο τύπου EOMT / EOMW / EPHW / ZOMT / YOHW 0602… με 2 κοπτικές αιχμές, διάφορα ράδια και διαστάσεις 06×02.
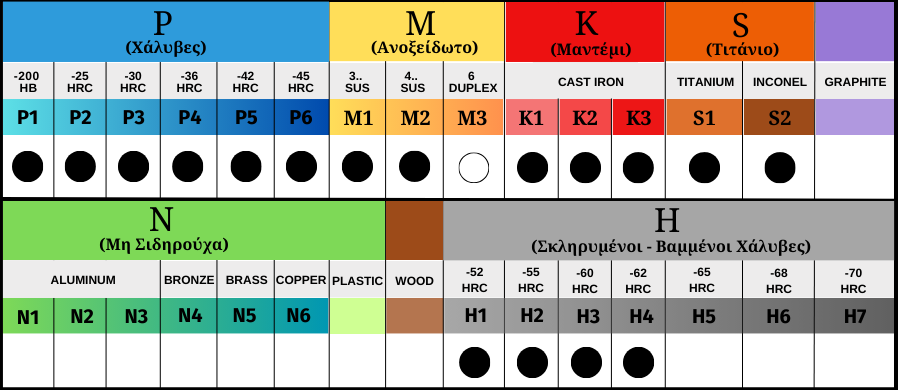
Για όλα τα υλικά έως 62HRC
Για όλες τις κατεργασίες:
face milling ap(max)=0,4mm και ae(max)=75%xD
slotting ap(max)=0,3mm (εφαρμόζουμε το 50% των συνθηκών κοπής)
side milling
shoulder milling 90° ap(max)=5mm
ramping – helical (max) ramping angle 2,5° (εφαρμόζουμε το 70% των συνθηκών κοπής, συνιστάται ομόρροπη κοπή, το συνολικό βάθος στο z ανά κύκλο δεν θα πρέπει να ξεπερνάει το δηλωμένο βάθος κοπής ap)
pocketing
plunging ae=0,1xD (εφαρμόζουμε 20% των συνθηκών κοπής, δεν συνιστάται)
βύθιση (κάρφωμα 90°) στο z ap(max)=0,3mm, εφικτό, αλλά δεν συνιστάται, (εφαρμόζουμε το 50% των συνθηκών κοπής).
Συμβουλές:
Συνιστάται κατεργασία μόνο με αέρα σε όλα τα υλικά εκτός από ανοξείδωτους χάλυβες και τιτάνιο που συνιστάται η χρήση σαπουνέλαιου.
Εάν υπάρχουν τρέμουλα μειώστε το βάθος κοπής ap ή τις στροφές rpm και κρατήστε την πρόωση ανά δόντι fz σταθερή.
Εφόσον το μηχάνημα είναι αδύναμο, ή ανεβάζει φορτίο μειώστε το βάθος ap.
Στο πρόγραμμα δηλώνετε ράδιο (R-cam programming=1.0 για ράδιο πλακιδίου 1,0 και για ράδιο πλακιδίου 2,0 R-cam programming=2.0)
Για όλα τα υλικά: P–M–K–H–S (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -62HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, τιτάνιο, inconel), για ξεχόνδρισμα High Feed, προφινίρισμα και φινίρισμα του εργοστασίου DIJET Ιαπωνίας της σειράς Multi Purpose QM MILL MPM/PME.
Διαθέσιμες διαστάσεις:
Για βιδωτές κεφαλές Φ10 – Φ32
Για κονδύλια με εναλλασσόμενα πλακίδια Φ10 – Φ14
Κατηγορίες υλικών: STAHL (carbon steel), RAMAX 1.2085 (mold steel), IMPAX 1.2311 (mold steel), STAVAX 1.2083 (stainless mold steel), CORRAX (stainless steel), SVERKER 1.2379 (die steel / hardened die steel), ORVAR 1.2344 (die steel / hardened die steel), ARMOX (hardened steel), HARDOX (hardened steel), ανοξείδωτα 304/316(L) (stainless steel).
Επιλογή κατάλληλου πλακιδίου:
Για High Feed κοπή επιλέξτε τα πλακίδια που αρχίζουν από Ε (EOMW και EOMT)
Για πλευική κατεργασία 90° πλακίδια που ξεκινούν από Ζ (ZOMT)
Για φινίρισμα τα πλακίδια που ξεκινούν από Υ (YOHW).
Επιλογή κατάλληλου γρεζοσπάστη:
Για πλακίδια High Feed
EOMT για ευνοικές συνθήκες κοπής και μικρότερα βάθη ap,
EOMW για μη ευνοικές συνθήκες κοπής, EOHW για βαμμένα υλικά έως 62HRC.
Επιλογή σωστής ποιότητας πλακιδίου:
Για πλακίδια High Feed (EOMT / EOMW),
JC8050 για χάλυβες έως 36HRC και ανοξείδωτο,
JC7560 για πολύ μαλακούς (ανθρακούχους) χάλυβες έως 25HRC και τιτάνιο,
JC8118 για υλικά 36-52 HRC, μαντέμι και inconel,
DH102 για σκληρά υλικά (σκληρυμένους χάλυβες) 52-62HRC, DS150 για τιτάνιο και
DS118 για inconel.
Για πλευρική 90° κατεργασία (ZOMT),
JC8050 για χάλυβες έως 30HRC και ανοξείδωτο,
JC8118 για χάλυβες 30-52HRC και μαντέμι.
Για φινίρισμα (YOHW),
JC8015 για υλικά έως 36HRC, ανοξείδωτο και μαντέμι και τιτάνιο,
DH102 για σιδηρούχα υλικά 36-62HRC.
Ενδεικτικές κοπτικές ταχύτητες για βιδωτή κεφαλή Φ16 σε υλικό C(K)45: RPM=2390 στροφές/min, πρόωση Vf=8600mm/min.
ΕΦΑΡΜΟΓΕΣ:
High Feed.
Κατεργασία 90°.
Φινίρισμα.
Ιδανική επιλογή για μικρές διαμέτρους Φ10 και Φ12 και για μηχανήματα ISO30 και ISO40.