














Κονδύλια καρβιδίου φινιρίσματος με 3 πτερύγια με αριστερόστροφη ελίκωση 50°-60° για να μεταφέρονται οι δονήσεις στην άτρακτο και όχι στο κονδύλι με επικάλυψη CemeCon Hyperlox, chamfer 45° για την προστασία της γωνιακής ακμής, με ασύμμετρα πτερύγια και ελίκωση 45°.
Χωρίς κοπτικό στο πρόσωπο (δεν κόβει στον πάτο).
Μήκος κοπτικού 8D χωρίς εσωτερική ψύξη, στέλεχος κυλινδρικό (HA).
Αποκλειστικά για φινίρισμα: side finishing ap(max)=8xD – ae(max)=0,1-0,2mm,
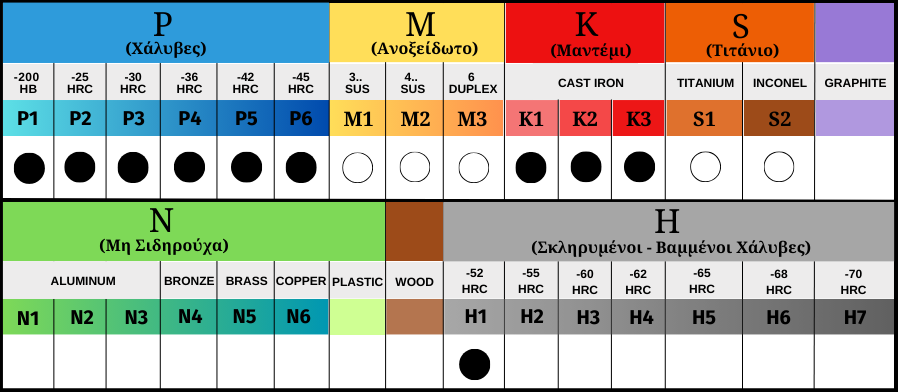
Για όλα τα υλικά: P–M–K–S–H (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -60HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, τιτάνιο), για κατεργασία είτε με αέρα, είτε με σαπουνέλαιο,(συνιστάται σε μαλακά υλικά, ανοξείδωτο και μη σιδηρούχα η χρήση σαπουνέλαιου) για φινίρισμα του εργοστασίου UniCut Τσεχίας της σειράς F8480 (3/ΠΤΕΡΑ αριστερόστροφα φινιρίσματος 8D).
Συμβουλές:
Σε μαλακά υλικά, ανοξείδωτο, τιτάνιο και αλουμίνιο συνιστάται η χρήση σαπουνέλαιου.
Προσπαθήστε να χρησιμοποιείτε όλο το κοπτικό μήκος του κονδυλιού για να διαμοιράζονται οι δυνάμεις που ασκούνται σε όλο το κοπτικό μήκος του κονδυλιού και όχι μόνο στις άκρες.
ae(max) 0,1-0,2mm.
Αποφύγετε τη βύθιση (κάρφωμα στο z) των κονδυλιών που έχουν χοντρό πυρήνα ακόμα και αν πρόκειται για 0,5mm.
Διαθέσιμες διαστάσεις: Φ5,5 – Φ25
Κατηγορίες υλικών: STAHL (P1/P2/P3), RAMAX (P4), IMPAX (P4), STAVAX (P5/M), CORRAX (P5/M), SVERKER (P6), ORVAR (P6), ARMOX (H7), HARDOX (H7), 1,2311 (P4), 1,2085 (P6), 1,2344 (P6), 1,2379 (P6), ανοξείδωτα 304/316(L) (M8/M9), super duplex (M10-M11).
ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ:
Μόνο για περιφερειακό φρεζάρισμα.
Vc=25-60m/min για όλα τα υλικά.
Πρόωση fn από 0,03-0,2mm/rev εξαρτάται από την απαιτούμενη επιφάνεια φινιρίσματος.
Απαιτέιται κώνος με ελάχιστο runout.
Πριν την χρήση του εργαλείου απαιτείται να έχει μείνει η ελάχιστη ποσότητα υλικού στην επιφάνεια.
Η καθετότητα επιφανείας είναι το απαιτούμενο οπότε συνιστάται η επανάληψη της εφαρμογής χωρίς φορτίο λόγω του λυγισμού του εργαλείου.
Τα κονδύλια φινιρίσματος έχουν ρηχή ελίκωση για να επιτευχθεί η μέγιστη στιβαρότητα του εργαλείου και η μέγιστη ακαμψία του.
Λόγω της ρηχής γεωμετρίας οι κατεργασίες με μεγάλα πλαινά βάθη ae ή slotting δεν είναι εφικτές.
Κατόπιν παραγγελίας 10xD.