















Κονδύλια καρβιδίου με 4 πτερύγια High Feed με επικάλυψη CemeCon Hyperlox, με διπλό ράδιο στο πρόσωπο, non center cutting, ελίκωση 30°.
Mήκος κοπτικού 2D χωρίς εσωτερική ψύξη με στέλεχος κυλινδρικό (HA)
Για τις εξής κατεργασίες με στρατηγική High Feed:
slotting ap(max)=0,06xD
face milling ap(max)=0,06xD – ae(max)=-100%xD
side milling
ramping – helical (max) ramping angle 10° (συνιστάται 5°)
όχι κατάλληλο για βύθιση (κάρφωμα 90°) στο z
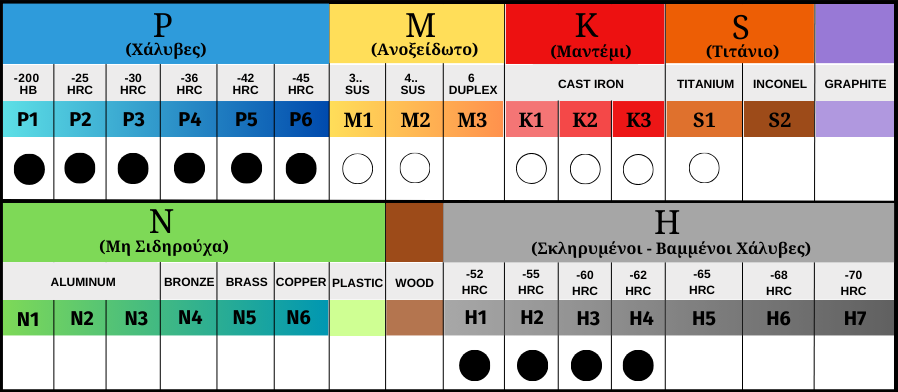
Για όλα τα υλικά: P–M–K–S–H (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -62HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς) 6 (super duplex), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, τιτάνιο), για κατεργασία είτε με αέρα, είτε με σαπουνέλαιο είτε με ψεκασμό MQL (συνιστάται σε μαλακά υλικά, ανοξείδωτο και μη σιδηρούχα η χρήση σαπουνέλαιου), του εργοστασίου UniCut Τσεχίας της σειράς F8500 (High Feed για ae=100%xD).
Συμβουλές:
Σε μαλακά υλικά, ανοξείδωτο, τιτάνιο και αλουμίνιο συνιστάται η χρήση σαπουνέλαιου.
Αρχικά ξεκινήστε με κοπτικές ταχύτητες μία ή και δύο κλίμακες κάτω για να τεστάρετε τη συμπεριφορά και τον ήχο του εργαλείου. Έπειτα ανεβάστε τες στο 100%.
Το κονδύλι μπορεί να ‘τρέξει’ πιο γρήγορα, αλλά αυτό θα μειώσει τη διάρκεια ζωής του.
Αποφύγετε τη βύθιση (κάρφωμα στο z).
Δώστε εξαιρετική προσοχή στη σωστή εκκένωση του γρεζιού.
Διαθέσιμες διαστάσεις: Φ4 – Φ14
Κατηγορίες υλικών: STAHL (P1/P2/P3), RAMAX (P4), IMPAX (P4), STAVAX (P5/M), CORRAX (P5/M), SVERKER (P6), ORVAR (P6), ARMOX (H7), HARDOX (H7), 1,2311 (P4), 1,2085 (P6), 1,2344 (P6), 1,2379 (P6), ανοξείδωτα 304/316(L) (M8/M9), super duplex (M10/M11).
Ενδεικτικές κοπτικές ταχύτητες για κονδύλι Φ12 σε υλικό C(K)45: RPM=3980 στροφές/min, πρόωση Vf=10350mm/min.
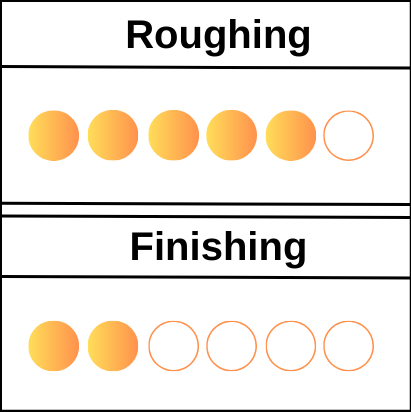
ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ:
High Feed.
Z-constant contouring.
Το R-cam είναι το ράδιο που δηλώνεται στο πρόγραμμα.