















Κονδύλια καρβιδίου μικρής διαμέτρου με 4 πτερύγια υψηλής απόδοσης για ταχεία αφαίρεση υλικού Q με επικάλυψη CemeCon Hyperlox, chamfer 45° για την προστασία της γωνιακής ακμής, non center cutting με ελίκωση 45°.
Μήκος κοπτικού 2D και ωφέλιμο μήκος 3D χωρίς εσωτερική ψύξη με στέλεχος κυλινδρικό (HA) πολλαπλών χρήσεων
Για όλες τις κατεργασίες και στρατηγικές κοπής:
slotting ap(max)=2xD
side milling ap(max)=2xD – ae(max)=40%xD ομόρροπα
face milling
ramping – helical (max) ramping angle 2°
trochoidal milling (RPM +20%)
adaptive milling
peeling milling ap(max)=2xD – ae(max)=95%xD αντίρροπα για αποφυγή ψευδοκοπής (για άνοιγμα ποκέτας συνιστάται ae(max)=75%xD για αποφυγή τραυματισμού του κονδυλιού από το πάχος ‘φλούδα’ του γρεζιού)
όχι κατάλληλο για βύθιση (κάρφωμα 90°) στο z
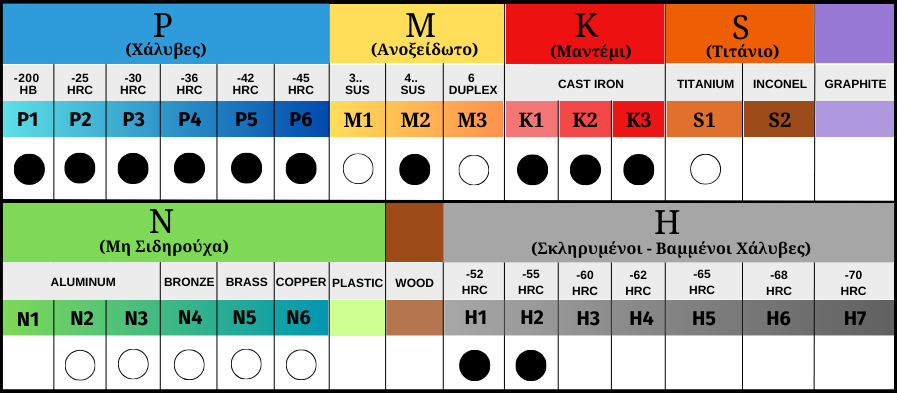
Για όλα τα υλικά: P–M–K–N–S–H (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -62HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς) 6 (super duplex), χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, μη σιδηρούχα υλικά, αλουμίνιο, τιτάνιο, χαλκό, μπρούτζο, ορείχαλκο), για κατεργασία είτε με αέρα, είτε με σαπουνέλαιο είτε με ψεκασμό MQL (συνιστάται σε μαλακά υλικά, ανοξείδωτο και μη σιδηρούχα η χρήση σαπουνέλαιου) για ξεχόνδρισμα (δηλωμένη ανοχή στο πρόγραμμα για ξεχόνδρισμα +0,1mm) , προφινίρισμα, φινίρισμα (για Ra min fz=0,03mm) του εργοστασίου UniCut Τσεχίας της σειράς F8625 (η καλύτερη επιλογή για κονδύλι μικρής διαμέτρου για slotting και pocket).
Συμβουλές:
Για slotting συνιστάται δέσιμο σε κώνο Weldon και το σαπουνέλαιο κόντρα στο κονδύλι για να απομακρύνονται τα γρέζια προς τα πίσω.
Σε μαλακά υλικά, ανοξείδωτο, τιτάνιο και αλουμίνιο συνιστάται η χρήση σαπουνέλαιου.
Προσπαθήστε να χρησιμοποιείτε όλο το κοπτικό μήκος του κονδυλιού για να διαμοιράζονται οι δυνάμεις που ασκούνται σε όλο το κοπτικό μήκος του κονδυλιού και όχι μόνο στις άκρες.
Ιδανικά για πλευρικό ξεχόνδρισμα επιλέξτε πλευρικό βάθος ae (stepover) 10%xD και τρέξτε το κονδύλι στο 100% της πρόωσης. ae(max) ομόρροπα 40%xD.
Για πλευρική κοπή με ae>60%xD επιλέξτε αντίρροπη κοπή.
Για ξεχόνδρισμα δηλώστε ανοχή στο πρόγραμμα +0,1mm.
Για φινίρισμα μειώστε το fz (πρόωση ανά δόντι) και κρατήστε τις στροφές RPM σταθερές.
Αρχικά ξεκινήστε με κοπτικές ταχύτητες μία ή και δύο κλίμακες κάτω για να τεστάρετε τη συμπεριφορά και τον ήχο του εργαλείου. Έπειτα ανεβάστε τες στο 100%.
Το κονδύλι μπορεί να ‘τρέξει’ πιο γρήγορα, αλλά αυτό θα μειώσει τη διάρκεια ζωής του.
Αποφύγετε τη βύθιση (κάρφωμα στο z) των κονδυλιών που έχουν χοντρό πυρήνα ακόμα και αν πρόκειται για 0,5mm.
Τα κονδύλια είναι χαμηλόστροφα, δεν χρειάζονται πολλές στροφές για να πάνε γρήγορα, οπότε η κοπτική ταχύτητα μπορεί να φαίνεται μικρότερη αλλά έχουν πολύ μεγάλη πρόωση ανά δόντι, τουλάχιστον διπλάσια.
Δώστε εξαιρετική προσοχή στη σωστή εκκένωση του γρεζιού.
Διαθέσιμες διαστάσεις: Φ2 – Φ5
Κατηγορίες υλικών: STAHL (P1/P2/P3), RAMAX (P4), IMPAX (P4), STAVAX (P5/M), CORRAX (P5/M), SVERKER (P6), ORVAR (P6), ARMOX (H7), HARDOX (H7), 1,2311 (P4), 1,2085 (P6), 1,2344 (P6), 1,2379 (P6), ανοξείδωτα 304/316(L) (M8/M9), super duplex (M10/M11), αλουμίνιο κατηγορίας 7 (Ν18).
Ενδεικτικές κοπτικές ταχύτητες για κονδύλι Φ4 σε υλικό C(K)45: RPM=11940 στροφές/min, πρόωση Vf=2675mm/min.
ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ:
Κονδύλι γενικής χρήσης που καλύπτει τα περισσότερα υλικά, εφαρμογές και στάδια κατεργασίας από ξεχόνδρισμα έως φινίρισμα.
Ειδικός σχεδιασμός πτερυγίων για την άμεση και αυτόματη αφαίρεση του γρεζιού.
Υψηλής αποδοτικότητας εργαλείο με μεγάλο πλεονέκτημα ειδικά σε κατεργασίες με μεγάλο βάθος, με ap=2xD συγκριτικά με άλλα εργαλεία που θα έπρεπε να κάνουν τουλάχιστον 2 περάσματα.
Ιδανικό για slotting ap=2xD (μονόπασα).
Ιδανικό για αποδοτικό πλευρικό φρεζάρισμα με ap=2xD και ae=95%xD (αντίρροπα).