")














Κεφαλές High Feed με εναλλασσόμενα πλακίδια τύπου E (ορθογώνια), της σειράς MQX GII (GMX/MXG Type).
Βελτιωμένα High Feed που επιτυγχάνουν εξαιρετική αφαίρεση υλικού Q για υψηλής απόδοσης ξεχόνδρισμα και αυξημένη παραγωγικότητα.
Με εσωτερική ψύξη και ειδική γεωμετρία και σχεδιασμό για σταθερή κατεργασία ακόμα και σε κατεργασίες που απαιτούν μεγάλο κρέμασμα εργαλείου (long overhung l) μέχρι και 6 φορές επί τη διάμετρο του εργαλείου (L/D=6).
Ιδανικές για ένα ευρύ φάσμα κατεργασιών όπως ράμπα, ελικοειδή κατεργασία και ποκέτες.
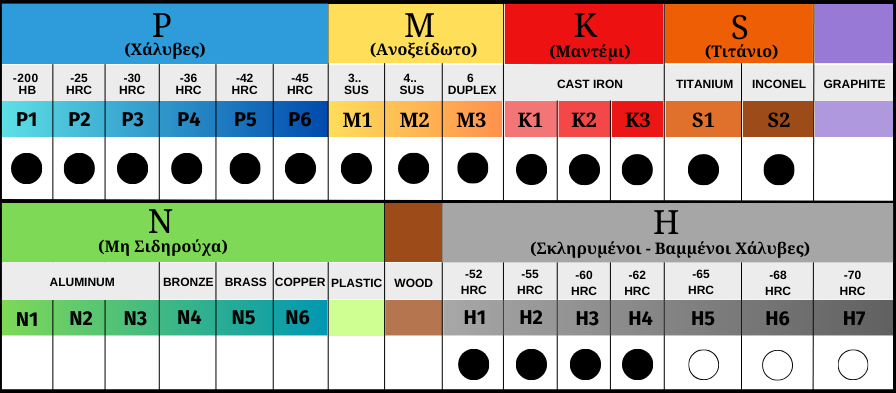
Για όλα τα υλικά έως 70HRC.
Αρνητικό πλακίδιο (N=0°) διπλής όψης ορθογώνιο τύπου ENMU 100412 / ENMU 100312 / ENMQ 100312 με 4 κοπτικές αιχμές, ράδιο 1.2 και διαστάσεις 10×04 και 10×03.
Λόγω της βελτιωμένης σχεδίασης και γεωμετρίας της κοπτικής αιχμής του πλακιδίου επιτυγχάνεται χαμηλό φορτίο κοπής, σωστή εκκένωση του γρεζιού και μειωμένο πάχος του γρεζιού.
Στιβαρό πλακίδιο 4mm.
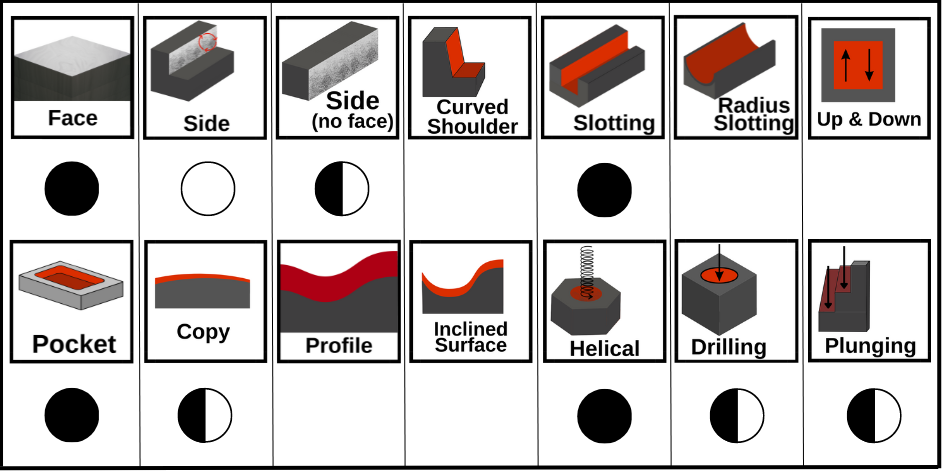
Για όλες τις κατεργασίες:
face milling ap(max)=1,0mm και ae(max)=75%xD
slotting ap(max)=0,6mm (εφαρμόζουμε το 50% των συνθηκών κοπής)
side milling
ramping – helical (max) ramping angle 1,5° (συνιστάται 1°, εφαρμόζουμε το 70% των συνθηκών κοπής, συνιστάται ομόρροπη κοπή, το συνολικό βάθος στο z ανά κύκλο δεν θα πρέπει να ξεπερνάει το δηλωμένο βάθος κοπής ap)
pocketing
plunging ae=0,2xD (εφαρμόζουμε 20% των συνθηκών κοπής)
κατάλληλο για βύθιση (κάρφωμα 90°) στο z ap(max)=0,8mm, (εφαρμόζουμε το 50% των συνθηκών κοπής)
Συμβουλές:
Συνιστάται κατεργασία μόνο με αέρα σε όλα τα υλικά εκτός από ανοξείδωτους χάλυβες και τιτάνιο που συνιστάται η χρήση σαπουνέλαιου.
Εάν υπάρχουν τρέμουλα μειώστε το βάθος κοπής ap ή τις στροφές rpm και κρατήστε την πρόωση ανά δόντι fz σταθερή.
Εφόσον το μηχάνημα είναι αδύναμο, ή ανεβάζει φορτίο μειώστε το βάθος ap.
Στο πρόγραμμα δηλώνετε για ράδιο (R-cam programming=1.5)
Για όλα τα υλικά: P–M–K–H–S (πολύ μαλακούς χάλυβες κάτω από 450N/mm2, κατασκευών, ανθρακούχους χάλυβες, σκληρά υλικά, βαμμένα -62HRC, πολύ σκληρυμένους χάλυβες -70HRC, ανοξείδωτους χάλυβες κατηγορίας 3 (ωστενιτικούς) 4 (μαρτενσιτικούς) 6 (super duplex), σκληρυμένα ανοξείδωτα, χυτοσίδηρο, μαντέμι, κραματούχους χάλυβες, τιτάνιο, inconel), για ξεχόνδρισμα και προφινίρισμα του εργοστασίου DIJET Ιαπωνίας της σειράς High Feed QM MAX GII GMX/MXG.
Διαθέσιμες διαστάσεις:
Για βιδωτές κεφαλές Φ16 – Φ42
Για κονδύλια με εναλλασσόμενα πλακίδια Φ16 – Φ32
Για φρεζοκεφαλές Φ50 – Φ66
Κατηγορίες υλικών: STAHL (carbon steel), RAMAX 1.2085 (mold steel), IMPAX 1.2311 (mold steel), STAVAX 1.2083 (stainless mold steel), CORRAX (stainless steel), SVERKER 1.2379 (die steel / hardened die steel), ORVAR 1.2344 (die steel / hardened die steel), ARMOX (hardened steel), HARDOX (hardened steel), ανοξείδωτα 304/316(L) (stainless steel).
4 τύπου γρεζοσπάστη πλακιδίου (ENMU):
-PH γενικής χρήσης, με στιβαρές και κυματιστές κοπτικές αιχμές και μεγάλη αντοχή στη φθορά
-SL για ανοξείδωτο, τιτάνιο και inconel, ιδανικό για κατεργασίες με μικρά βάθη κοπής ap για όλα τα υλικά, με αιχμηρές και κυματιστές κοπτικές αιχμές και χαμηλά φορτία κοπής,
-HL για σκληρυμένους χάλυβες, με ρηχό λούκι (γρεζοσπάστη) και ίσιες κοπτικές αιχμές και
ENMQ πλακίδιο ίσιο, χωρίς γρεζοσπάστη, ρεκτιφιαρισμένο για πολύ σκλρά υλικά πάνω από 60HRC.
Ποιότητες πλακιδίων που καλύπτουν όλα τα υλικά:
JC8050 πρώτη επιλογή για σιδηρούχα υλικά έως 36HRC και για κατεργασίες με μη ευνοικές συνθήκες κοπής σε υλικά -43HRC, ανοξείδωτο, τιτάνιο και inconel,
JC8118 για σιδηρούχα υλικά 36-52HRC και μαντέμι και
JC7560 για μη ευνοικές συνθήκες κοπής σε σιδηρούχα υλικά 36HRC και μαντέμι,
JC7550 πρώτη επιλογή για ανοξείδωτους χάλυβες και τιτάνιο,
JC7518 ιδανικό για inconel και για σιδηρούχα υλικά με μικρό βάθος κοπής ap και χαμηλή τροφοδοσία,
DH102 πρώτη επιλογή για σκληρυμένους χάλυβες πάνω από 55HRC μέχρι και 70HRC και για υλικά 42-52HRC για μη ευνοικές συνθήκες κοπή,
DS118 πρώτη επιλογή για inconel και
DS150 πρώτη επιλογή για τιτάνιο.
Ενδεικτικές κοπτικές ταχύτητες:
για βιδωτή κεφαλή Φ32 σε υλικό C(K)45: RPM=1910 στροφές/min, πρόωση Vf=11460mm/min και
για φρεζοκεφαλή Φ50 RPM=1020στροφές/min και πρόωση Vf=8570mm/min.
ΕΦΑΡΜΟΓΕΣ:
Η ταχύτερη επιλογή High Feed.
Ιδανική επιλογή για μηχανήματα ISO40 και ISO50.